天津友发螺旋钢管 联系我们
友发钢管--专业螺旋钢管生产厂家
严格把关产品质量,打造螺旋钢管行业标杆!
 销售服务热线:
销售服务热线:
18322759777
严格把关产品质量,打造螺旋钢管行业标杆!
销售服务热线:
18322759777

方案类型:市政管廊工程
链接方式:双金属连接
发布时间:2022-03-10
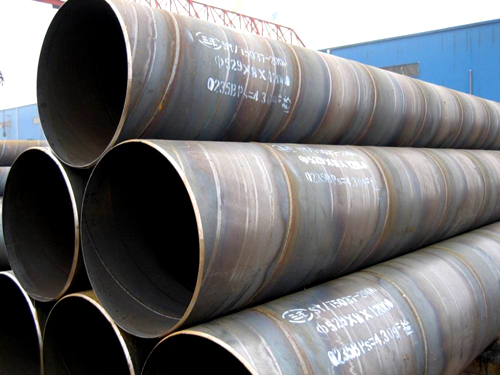
产品摘要: 螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加,而且出产速度较低。双面埋弧焊螺旋钢管这个焊药系统由一...
螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加,而且出产速度较低。双面埋弧焊螺旋钢管这个焊药系统由一个漏斗装的焊药通过一个管道输送到要焊接的前面。二个不同是不采用焊条,采用焊丝,因为焊丝可以连续送给;焊条,我们烧完一根焊条总得有一个焊条头就给扔了,而且操作得停下来,换焊条然后再焊。改成焊丝以后,用送焊丝的装置和焊丝盘,连续地送给焊丝,这种焊接方法是连续送进的焊丝,在可熔化的颗粒状的焊剂覆盖下引燃电弧,使焊丝、母材和焊剂的一部分熔化和蒸发构成一个空腔,电弧是在空腔里面稳定燃烧,所以把它称之为埋弧自动焊。
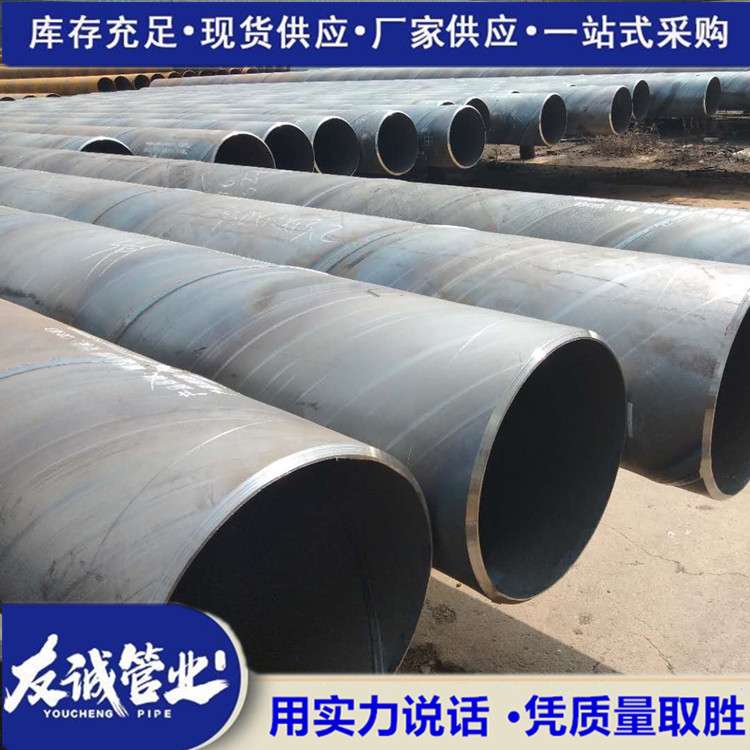
由于720螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。

埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。

成品材市场来看,早盘期螺持红运行,市场悲观情绪略有缓和,然临近月底商家获利套现意愿较强,现货价格升跌均现,终端积压需求略有释放,部分低位出货尚可,预计今市价稳中调整为主。

手机:18322759777
联系人:程经理
地址:天津市静海县工业园