天津友发螺旋钢管 联系我们
友发钢管--专业螺旋钢管生产厂家
严格把关产品质量,打造螺旋钢管行业标杆!
 销售服务热线:
销售服务热线:
18322759777
严格把关产品质量,打造螺旋钢管行业标杆!
销售服务热线:
18322759777

方案类型:市政管廊工程
链接方式:焊接连接
发布时间:2022-03-10
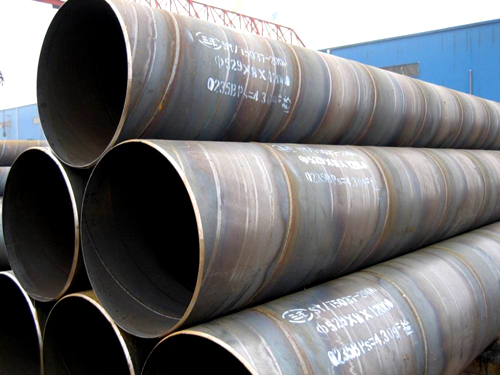
产品摘要: 由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时...
由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。
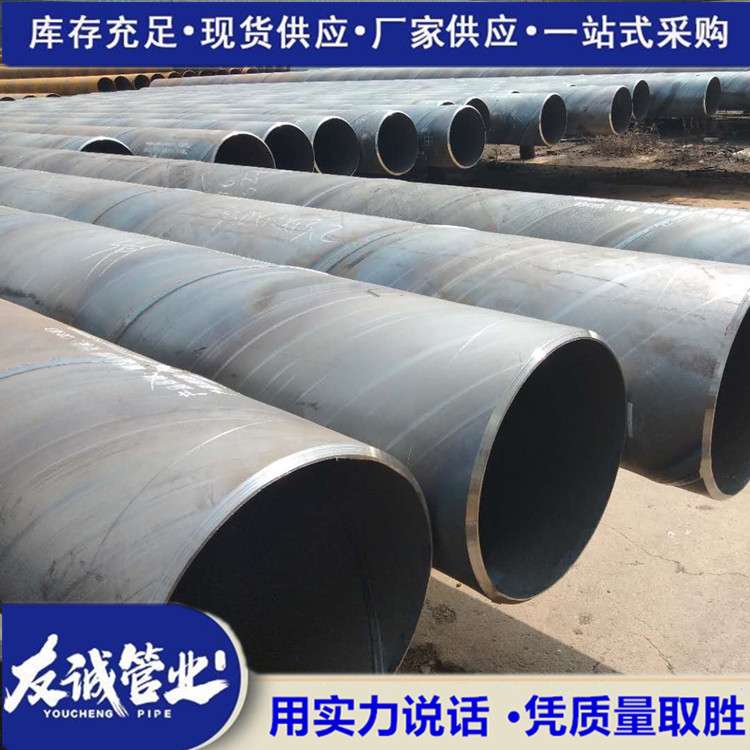
A.螺旋焊管发生时,由于焊缝所受正应力与合成应力比较小,口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。
B.当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。
C.由于径向应力是存在于钢管上的大应力,所以焊缝处于垂直应力这一方向时承受大载荷。即直缝承受的载荷大,环向焊缝承受的载荷小,螺旋缝介于二者之间。

螺旋钢管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。另外,施工过程中,螺旋焊管节点处的相贯线焊缝割裂了螺旋缝,产生较大的焊接应力,因而大大削弱构件的安。


手机:18322759777
联系人:程经理
地址:天津市静海县工业园